חיתוך חוט CNC עיבוד אלומיניום לעתים קרובות מתרחשת כאשר בלוק להאכיל ללבוש רציני, קצר, חוט שבור, עיבוד עיוות המסלול ואת העיוות של לחומר ונושאים אחרים, וכמה להוביל ישירות מוצרים מעובדים scrapped. בהתבסס על הניסיון של שנים רבות של עיבוד, המחבר מסכם את הבעיות הטכניות מפתח בעיבוד בפועל.
ראשית, קו חיתוך חלקי אלומיניום בקלות שבור בעיה חוט
1. חוט חיתוך חתיכות אלומיניום קל לשבור את הסיבות
חוט חיתוך אלומיניום, החומר הוא רך יחסית, קשה שבב, אלומיניום בטמפרטורות גבוהות יכול בקלות ליצור סרט תחמוצת נוקשה, עיבוד מספר רב של אלומינה או חוטים אלומיניום קל מקל על חוט מוליבדן, חוט מוליבדן בלוק להאכיל חלקי מגע בקרוב יהיה שחיקה חריץ עמוק. אלומיניום רך גרגרי שחיקה קשה מעורבב יחד, ממולא בחריץ, פעם הביאו לתוכו, יהיה tipped, חוט יהיה שבור.
2. פתרון
עבור חוט מוליבדן הידוק בלוק מזין בבעיה של חוט מוליבדן, להתאים את החוט העליון והתחתון מסגרת החבילה להאכיל את החסימה כדי למנוע בלוק להאכיל ללבוש החריץ שנגרם על ידי שבירת חוט הנגרמת על ידי יעילות נמוכה, משטח עיבוד משטח חיתוך שנגרם על ידי הירידה באיכות ובפסולת החומר.
עובי של חומר העיבוד הוא יותר מ 40mm, עיבוד כללי של 3 ~ 4h לאחר בלוק להאכיל מסובב במקצת על ידי זווית, כפי שמוצג בתרשים 1b, סיבוב הראשון לכיוון המוצג בתרשים 1a, 8h ולאחר מכן להפעיל את כיוון שמוצג באיור 1b, 8h לאחר כל עיבוד כדי להתאים את המיקום של בלוק להאכיל כדי להפחית את ההסתברות של חוט שבור. עיבוד בפועל מראה כי שיטה זו מקטינה באופן משמעותי את עלות העיבוד ומשפר את היעילות הכלכלית. שים לב כי בלוק להאכיל ו overpressure חוט אלקטרודה הוא בדרך כלל 0.5 ~ 1mm. כאשר שלוש נקודות של הפנים יש לחתוך את החריץ, ואז לסובב את בלוק להאכיל 90 °, וכן הלאה עד ארבעה הצדדים יש חיתוך חריץ. ואז קרוב לצד של משטח הדגימה קו 1 ~ 2mm של אטם, אלומיניום CNC עיבוד שבבי אתה יכול להתאים את המיקום של בלוק להאכיל בצד שמאל, זה שווה בלוק להאכיל חדש, חיסכון בעלויות הייצור.
כמובן, יש לציין גם כי כאשר הדרישות עומס גודל דיוק גבוהים יחסית, עליך למדוד את הקוטר של חוט מוליבדן, שינוי בזמן של סכום הפיצוי כדי להבטיח דרישות מימדי הדיוק. עיבוד מתכת WeChat, התוכן הוא טוב, ראוי לתשומת לב.
שנית, בעיות דפורמציה workpiece
1. הגורם של דפורמציה לחומר
כתוצאה מחומר הייצור ריק, חיתוך, טיפול בחום, החום אחיד, המבנה הפנימי של שינוי שלב, דפורמציה של התפקיד של לחומר כך הלחץ שיורית שנוצר בתוך תקופה של זמן ללא השפעה חיצונית של המקרה של חלוקת הלחץ מאוזן יחסית, אבל במהלך תהליך עיבוד, החומר לחומר הוא לחתוך מנותקים כמות גדולה, אלומיניום CNC עיבוד שבבי והפצת הלחץ שלה משתנה. ככל שהזמן עובר, זה הופך בהדרגה מאוזן, כך לחומר מעוות. לקבלת חלקים מסגסוגת אלומיניום של דפורמציה זו היא ברורה יותר.
2. פתרון
(1) לפני חיתוך לפני חלקי הלחץ בתהליך חיתוך לפני הטיפול בחום הראשון לחסל את הלחץ החומר, כך חיתוך לא יהיה עיוות לחץ גדול, לייצב את הגודל. כמובן, חומרים שונים, השיטה של התמודדות עם שונים.
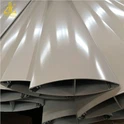
(2) מחוץ שיטת עיבוד המתאר מחוץ לעיבוד מתאר בדרך כלל לא צריך לעבור דרך החור מן ריק ניתן לחתוך מבחוץ, אלומיניום CNC Machiningas שמוצג באיור 2a, שיטה זו היא קלה בשל מחוספס לאחר החומר הנגרמת על ידי שחרור חומר הלחץ המיוצר עיוות גדול, וכתוצאה מכך חלקי דיוק דיוק עיבוד שבבי. כדי למנוע ולהקטין את המופע של דפורמציה זו, אתה יכול להשתמש בשיטה של קידוח דרך החור כדי לשמור על הפרופיל ריק של הסגר, אלומיניום עיבוד CNC כפי שמוצג באיור 2b, כדי למזער את העיוות של תהליך של דפורמציה.